-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Prodotto
Serie CKX: tornio e fresatrice a doppio mandrino personalizzabile





- DESCRIZIONE
- PARAMETRI TECNICI
- CONTATTACI
PARAMETRI TECNICI
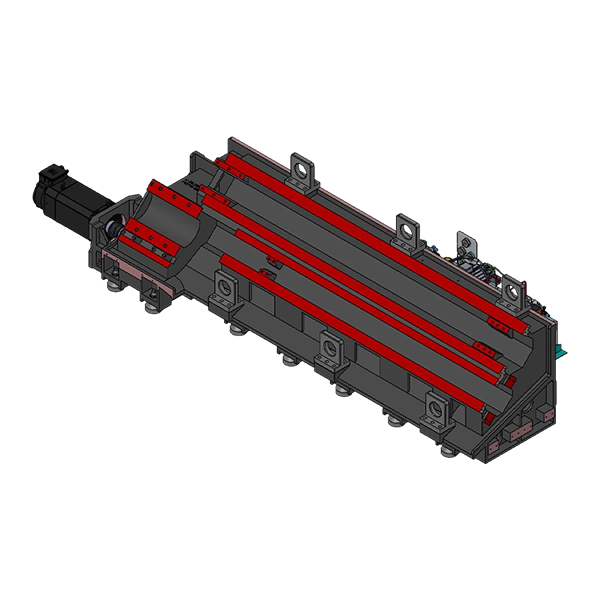 | Introduzione alla base |
| Testa del mandrino/valore di coppia | 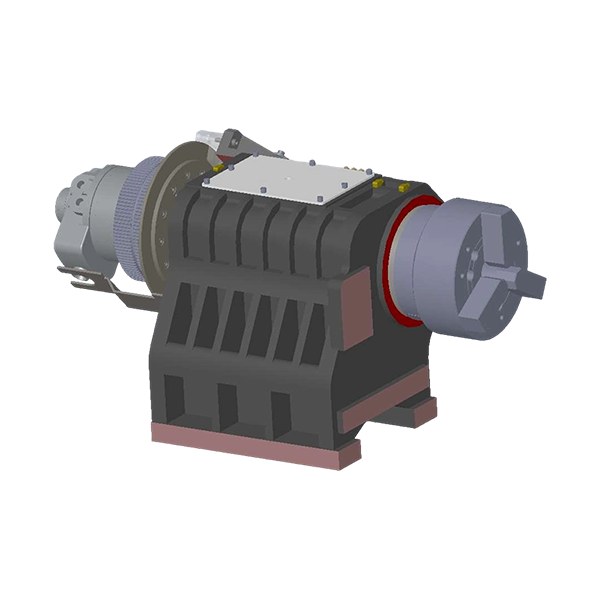 |
 | Triste dle ·L'asse Y adotta un layout a doppia guida temprata, che aumenta la luce effettiva e fornisce una rigidità ottimale per l'avanzamento del taglio. |
| Compensazione per l'asse Y ·L'asse X adotta una configurazione a doppia guida rigida, che aumenta la luce effettiva e fornisce una rigidità ottimale per l'avanzamento del taglio. |  |
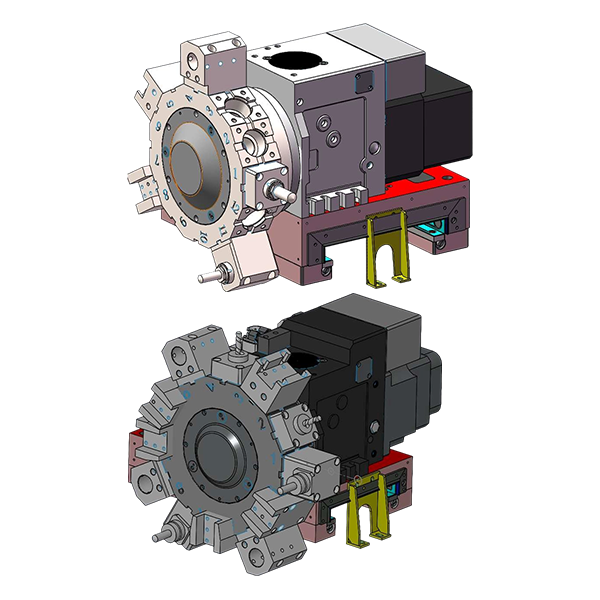 | Potenza Torretta CKX750 |
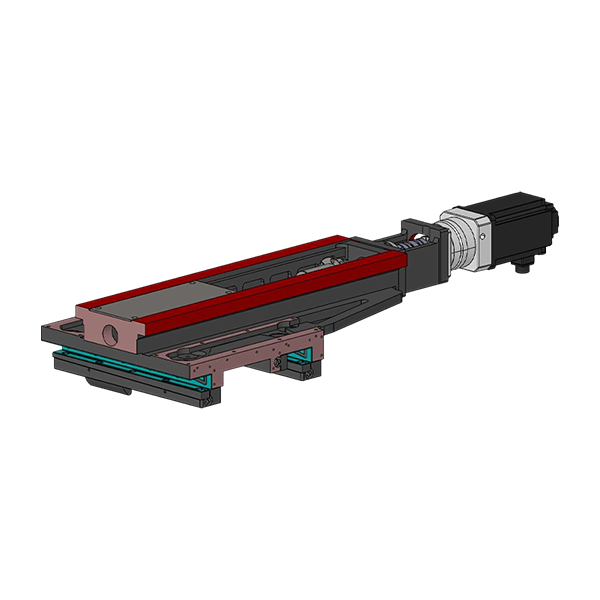
| Contropunta L'asse W adotta una disposizione della guida a doppia tempra, che aumenta la luce effettiva e fornisce una rigidità di avanzamento ottimale. | 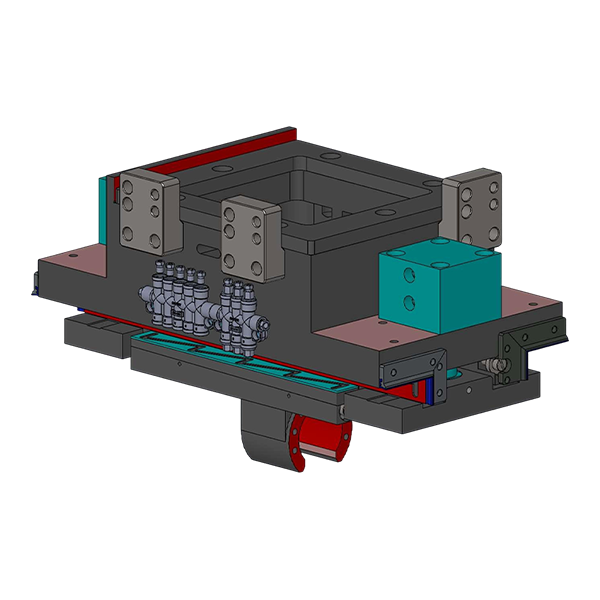 |
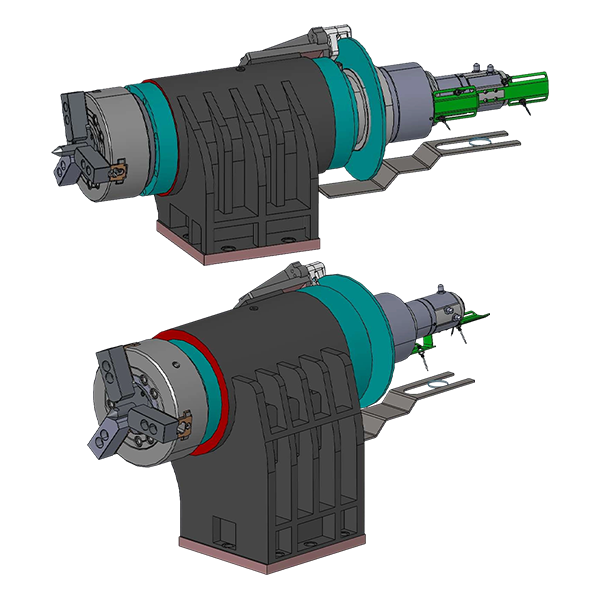 | Mandrino elettrico CKX750 |
| Centro Riposo | 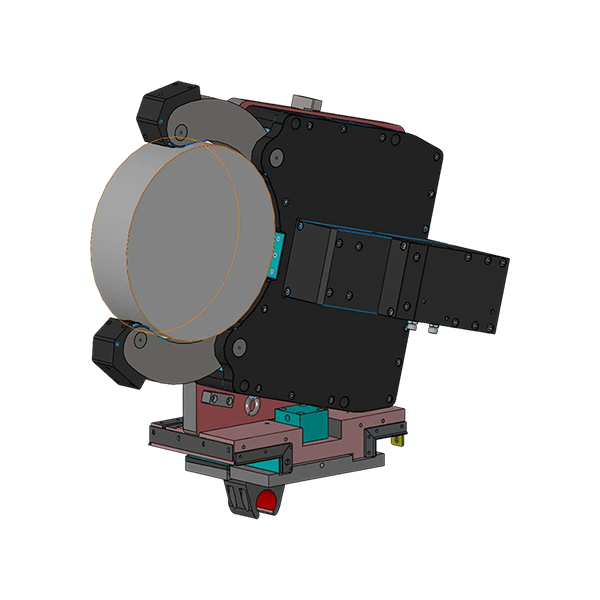 |


CHI SIAMO
Dedicato esclusivamente al perfezionamento della tecnologia di tornitura-fresatura
, fondata nel 2015, opera come un'impresa manifatturiera e commerciale integrata, gestendo tutto, dalla ricerca e sviluppo e produzione alle vendite e all'assistenza. Dotati di strutture di lavorazione avanzate come centri di lavoro a portale CNC, rettificatrici di superficie e rettificatrici di guide, manteniamo un rigoroso controllo di qualità durante l'intero processo di produzione, dalla fusione e assemblaggio alla vendita delle macchine finite e al supporto post-vendita. Le nostre macchine utensili sono ampiamente riconosciute per il loro design innovativo, prestazioni affidabili, alta precisione, eccellente rapporto costi-benefici e un servizio completo.
-
0
 Stabilisci dentro
Stabilisci dentro
-
0+
 Area edificabile
Area edificabile
-
0+
 Dipendenti
Dipendenti
-
0+
 Paese di esportazione
Paese di esportazione

CERTIFICAZIONE ONORARIA
CERTIFICATO





Presta attenzione alle nostre ultime novità e fiere
 Visualizza tutte le notizie
Visualizza tutte le notizie
Notizie e approfondimenti
-
 Novità del settore
Novità del settore -
Novità del settore
-
Novità del settore
-
Novità del settore
CONOSCENZA DEL SETTORE
Quando il composito Turn-Mill batte effettivamente il “Lathe Mill”
A macchina utensile composita torni-fresa efficiente mostra il suo vantaggio quando una parte necessita di più conversioni di datum (tornitura, fresatura, foratura, maschiatura, elementi fuori centro, fori angolati) e la catena di tolleranza è stretta. Se si sposta una parte da una macchina all'altra, ogni nuovo serraggio aggiunge un errore, oltre al "costo nascosto" del tempo di impostazione e dell'ispezione durante il processo.
- Parti con caratteristiche prismatiche coassiali: un serraggio preserva meglio la concentricità e la posizione reale.
- Lotti medi con cambi frequenti: meno attrezzature e meno spostamenti riducono i tempi passivi.
- Componenti di alto valore: il rischio di scarto diminuisce quando il processo viene consolidato e monitorato in un unico sistema di controllo.
Nella nostra linea, manteniamo la ricerca e sviluppo e il miglioramento dei processi concentrati su una cosa, la tecnologia dei compositi di tornitura e fresatura, in modo che la velocità di iterazione rimanga elevata e la piattaforma diventi più maturi con tassi di fallimento inferiori nel tempo.
Strategia del Datum: come proteggere la concentricità e la posizione reale
Su un composito di tornitura-fresatura, il maggiore guadagno in termini di precisione spesso deriva dalla pianificazione dei riferimenti piuttosto che dalla ricerca di specifiche a livello di micron. L'obiettivo è mantenere le superfici funzionali riferite a un dato stabile impostato in tutte le operazioni.
Regole pratiche che riducono l'accumulo di tolleranze
- Ruotare prima il diametro di posizionamento primario e la faccia, quindi fresare le caratteristiche che fanno riferimento a tali superfici.
- Utilizzare la tastatura per “chiudere il ciclo” dopo la sgrossatura, prima di rifinire i modelli critici.
- Evitare il nuovo bloccaggio se non necessario; se necessario, ristabilire il punto di riferimento utilizzando la sonda interna al mandrino e le funzioni di localizzazione dedicate.
- Mantieni i percorsi utensile coerenti con la tua GD&T: rifinisci le superfici che determinano la tolleranza per ultime per ridurre al minimo gli effetti di deformazione.
Un errore comune degli acquirenti è “acquistare le specifiche” ignorando la disciplina dei dati. Nella produzione reale, Continuità del dato con un unico setup di solito è la leva più grande.
Asse B e fresatura fissa: cosa guadagni, cosa devi controllare
L'aggiunta di un asse B (o una capacità di fresatura multiasse equivalente) espande la gamma di funzionalità: facce angolate, fori composti, fresatura a forma libera, senza configurazioni secondarie. Il compromesso è che la calibrazione e la disciplina del processo contano di più.
| Capacità | Applicazioni più adatte | Punto di controllo chiave |
|---|---|---|
| Fresatura ad angolo fisso | Fessure, parti piatte, cerchi di bulloni | Stabilità dell'offset mandrino-pezzo |
| Fresatura asse B/multiasse | Fori angolati, giranti, facce complesse | Calibrazione dell'asse rotante verifica della sonda |
Se le tue parti sono per lo più fresate 2.5D su materiale tornito, potresti non aver bisogno del multiasse completo. Ma se lo fai, assicurati che il costruttore disponga di un metodo di calibrazione comprovato e supporti le routine di verifica: è qui che un produttore focalizzato sulla ricerca e sviluppo può rendere l'esperienza di proprietà più fluida.
Controllo del truciolo: il determinante nascosto del tempo di attività nella lavorazione dei compositi
Il taglio composito torni-fresatrice crea tipi di trucioli misti: trucioli di tornitura lunghi, trucioli di fresatura rotti e trucioli di perforazione filamentosi. L'evacuazione dei trucioli non è una questione estetica: influisce sulla finitura superficiale, sulla durata dell'utensile, sugli allarmi di carico del mandrino e persino sull'usura degli assi in caso di ricircolo dei trucioli.
Cosa ingegnerizzare nel processo
- Utilizzare geometrie rompitruciolo per la tornitura; non “forzare” la rottura del truciolo con un'alimentazione eccessiva se ciò danneggia la finitura.
- Le operazioni in sequenza in modo che la tornitura pesante non seppelliscano le delicate caratteristiche di fresatura sotto i trucioli.
- Il refrigerante ad alta pressione è particolarmente utile per forature profonde, troncature e materiali gommosi.
- Fare attenzione all'accumulo di trucioli attorno all'area di supporto del contromandrino/secondario; è una fonte frequente di tempi di inattività imprevisti.
Quando si valutano le macchine, chiedere informazioni sulla progettazione e sulla funzionalità dell'evacuazione dei trucioli. Nei negozi reali, la stabilità del truciolo spesso equivale alla stabilità della produzione .
Comportamento termico: perché accade "mattina buona, pomeriggio brutto".
Le macchine composite concentrano più fonti di calore in un unico involucro: mandrino principale, mandrino di fresatura, servi, viti a ricircolo di sfere e spesso un secondo mandrino. Con l'aumento della temperatura, aumentano anche i punti centrali dell'utensile e la crescita del mandrino, particolarmente evidente su parti lunghe o fori profondi.
Tattiche di fabbrica per stabilizzare la precisione
- Riscaldarsi utilizzando velocità del mandrino e movimento degli assi rappresentativi, non semplicemente funzionando al minimo.
- Finire diametri/fori critici dopo che la macchina ha raggiunto uno stato termico stabile.
- Utilizzare la tastatura per compensare: misurare una caratteristica di riferimento e correggere gli offset prima delle passate finali.
- Se la tolleranza è ristretta, standardizzare la temperatura del liquido refrigerante e tenere chiusi gli sportelli dell'involucro durante la finitura.
Il takeaway pratico: la ripetibilità deriva dalla consistenza termica più di una volta i controlli della geometria.
Gestione degli utensili: come prevenire le collisioni e ridurre i tempi di non taglio
Poiché i sistemi di utensili di tornitura e fresatura condividono lo stesso ambito di lavoro, la gestione degli utensili è sia una leva di produttività che un requisito di sicurezza. Le collisioni spesso derivano da modifiche trascurate della lunghezza dell'utensile, offset pezzo impostati in modo errato o convenzioni di coordinate miste tra cicli di tornitura e fresatura.
Controlli di processo che meritano di essere standardizzati
- Mantenere un macchina utensile composita torni-fresa efficiente libreria con lunghezze di scartamento e limiti di sporgenza verificati; bloccare le modifiche dietro le autorizzazioni.
- Ove possibile, utilizzare la misurazione in macchina del presetting utensile per rilevare tempestivamente la deriva degli offset.
- Standardizzare i piani sicuri sia per le operazioni di tornitura che di fresatura; evitare "aerei sicuri personalizzati" per programmatore.
- Introdurre un protocollo di prova per i nuovi programmi: avanzamento ridotto, blocco singolo e controllo delle collisioni vicino al mandrino/ganasce.
Questo è anche il motivo per cui manteniamo i pezzi di ricambio e il supporto tecnico dedicati ad una tipologia di macchina: risposta rapida è più significativo quando stai cercando di proteggere il tempo di attività.
Scelte di fissaggio dei pezzi che determinano o distruggono la lavorazione dei compositi
Nei lavori compositi di tornitura e fresatura, il mandrino e le ganasce non si limitano a trattenere: definiscono il riferimento, influenzano la rotondità e determinano se le operazioni di trasferimento sono stabili. Un serraggio eccessivo può deformare le parti a pareti sottili; il serraggio insufficiente provoca un microscivolamento che rovina la finitura superficiale e la precisione del posizionamento.
Scenari comuni e migliori pratiche
- Tubi/anelli sottili: utilizzare ganasce morbide alesate con la stessa forza di serraggio utilizzata in produzione; completare gli ID critici dopo che lo stress si è stabilizzato.
- Alberi lunghi: utilizzare contropunte/supporti o soluzioni fisse; dare priorità al controllo delle vibrazioni prima di aumentare la velocità.
- Trasferimento al contromandrino: aggiungi una funzione di posizionamento (pilota/spalla) in modo che la seconda presa faccia riferimento a una superficie nota.
- Fresatura a coppia elevata su materiale tornito: verificare la dentatura delle ganasce e il modello di contatto; uno scarso contatto è una silenziosa fonte di chiacchiere.
Se desideri una valutazione rapida: migliora prima il bloccaggio del pezzo, quindi regola i parametri: le modifiche del bloccaggio del pezzo possono fornire risultati miglioramento immediato della resa .
è specializzato in
servizi di ricerca e sviluppo, produzione e vendita nell'ambito della macchina utensile
industria. Macchina per tornitura e fresatura CNC personalizzata e Fabbrica di centri compositi di tornitura e fresatura CNC.
Personale esperto ed esperti sono sempre disponibili per fornirti
consulenza professionale e soluzioni a problemi tecnici.
Prodotto
Perché noi
Sala stampa
Collegamenti rapidi
Diritto d'autore © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

